
|
"If you want to do a good job, sharpen your tools first":ISO17025 laboratory
|
|
●Introduction of ISO/IEC 17025
|
|
ISO/IEC 17025 is jointly formulated by the International Organization for Standardization (ISO) and the International
Electrotechnical Commission (IEC). For laboratories that perform testing or calibration (including sampling), use
specific equipment to conduct calibration and testing according to established management systems, and need to issue
a formal report. The consistency standard is used.
|
|
●Structure
|

ISO/IEC 17025:2017 Laboratory Quality Management System Provisions Outline
|
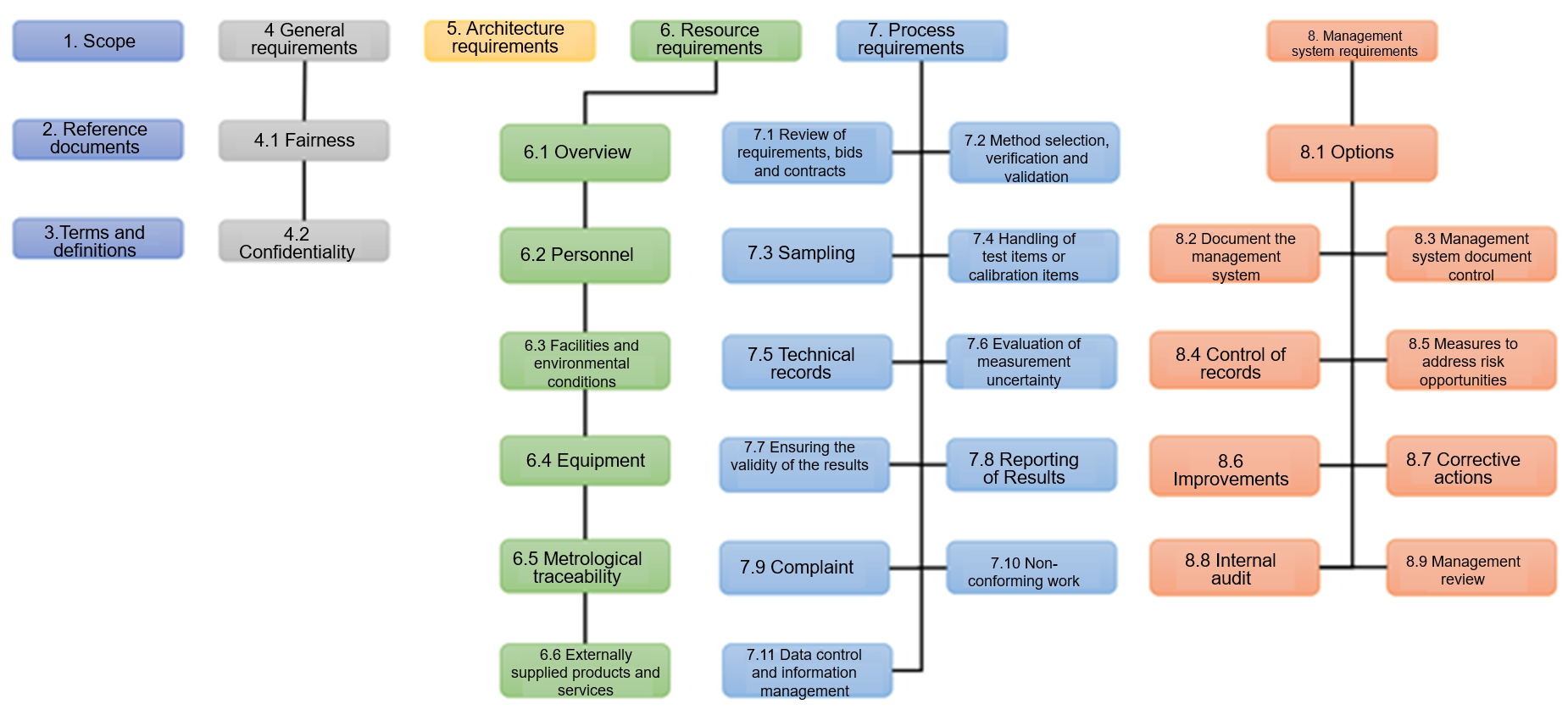
ISO/IEC 17025:2017 Laboratory Quality Management System Architecture
|
|
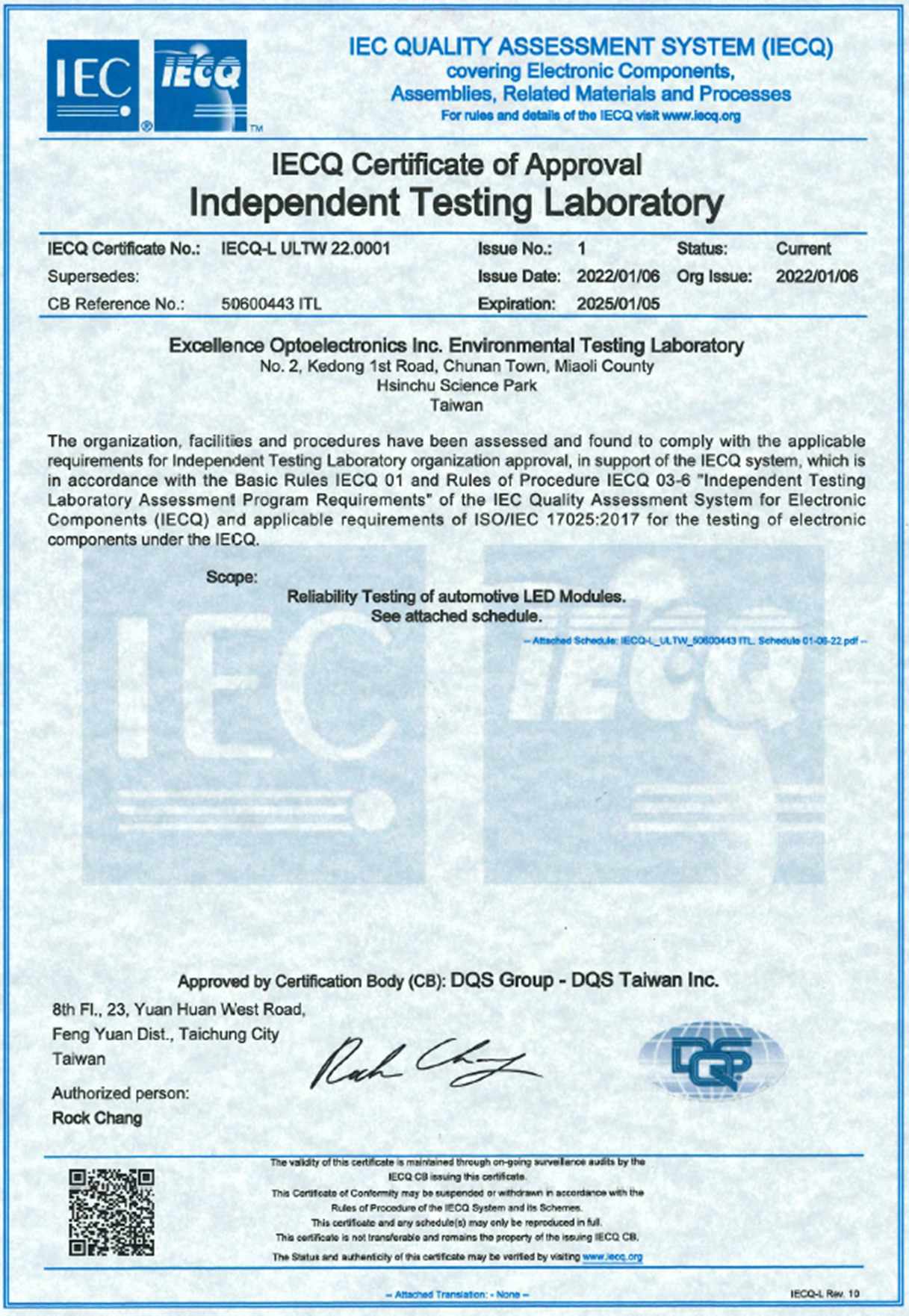
●Introduction of EOI’s Reliability Testing Laboratory
|
|
|
●ISO17025 Reliability Testing Laboratory Accreditation Schedule
In February 2021, the ISO/IEC 17025 certification plan was officially launched, and the following stages of certification were launched, and the ISO/IEC 17025 certificate was officially obtained in January 2022. |

|
|
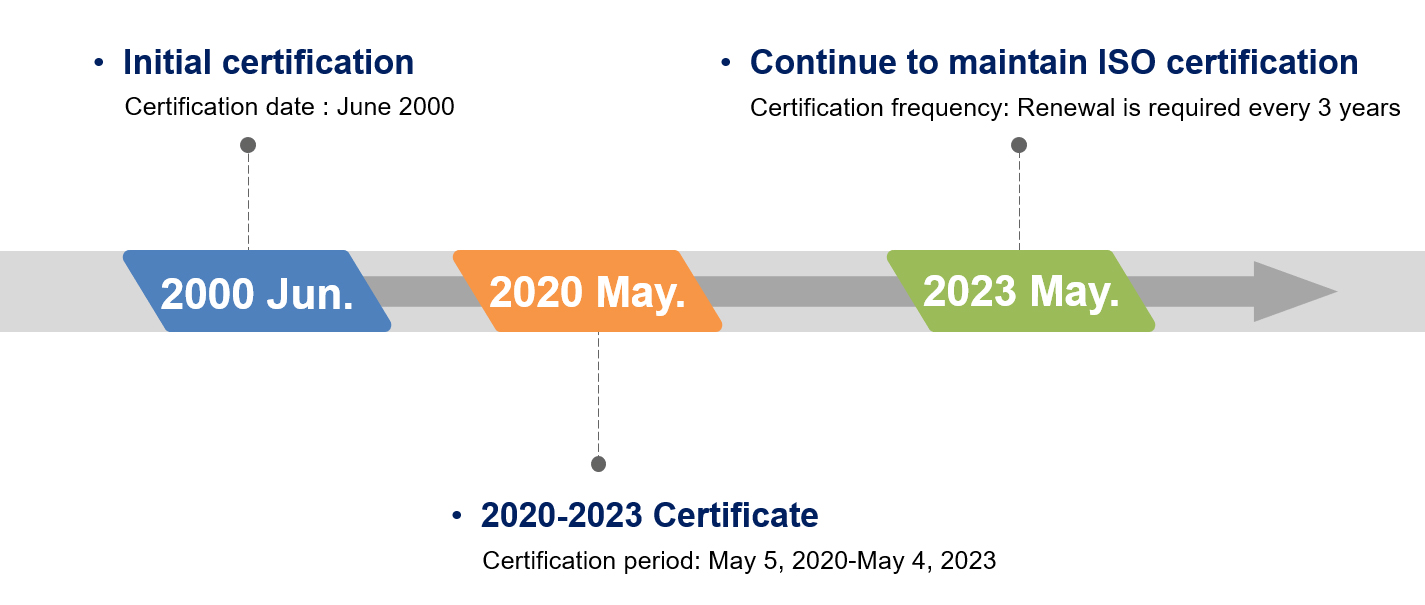
Introduction of EOI’s Light Quantity Laboratory
|
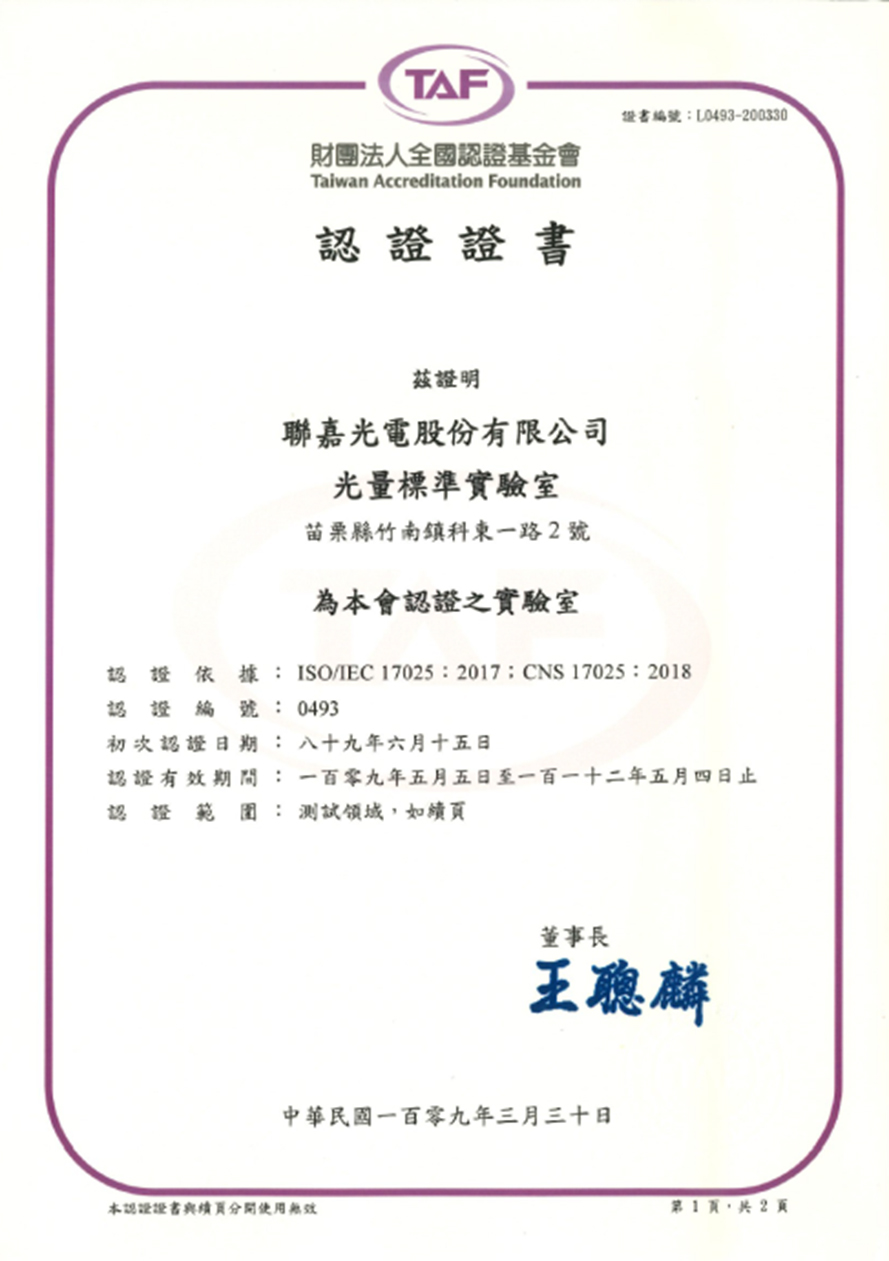
2020~2023 Certificate
|
|
Remarks:
|
|
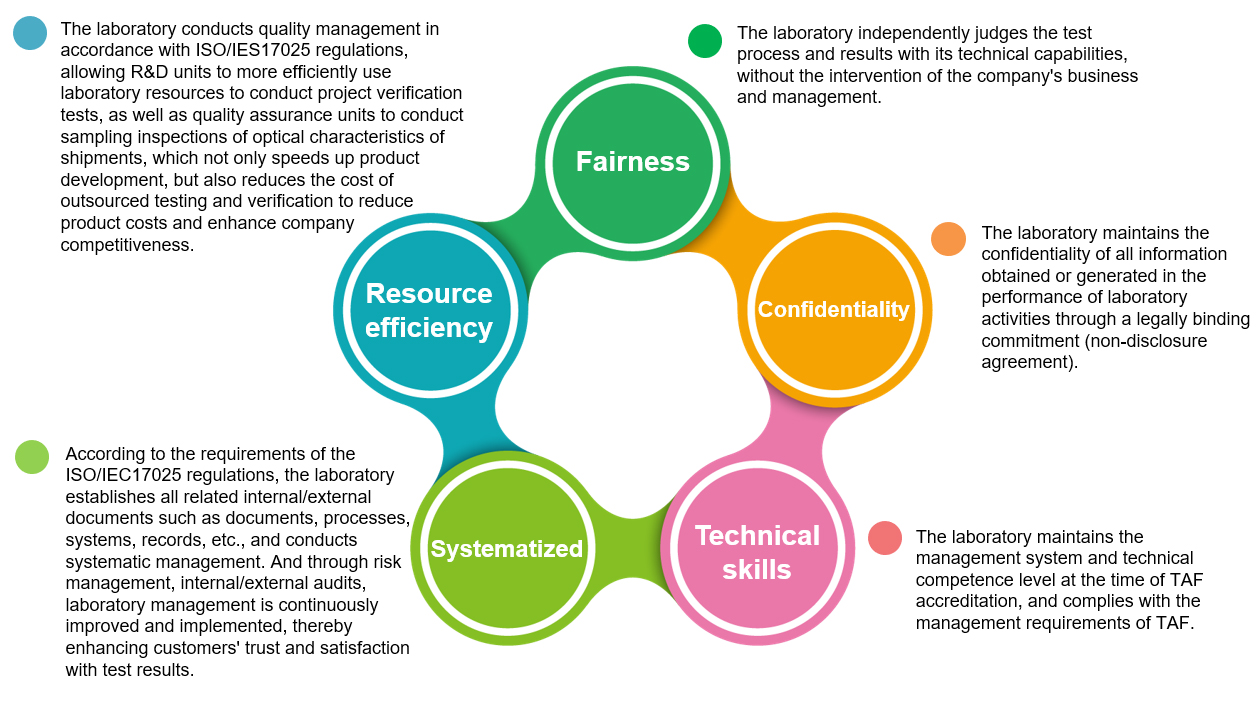
●Advantages of ISO17025 Laboratory Accreditation
|
2020~2023 Certificate
|
|
●The advantages of ISO17025 laboratory certification for Company and customers
【For Excellence Optoelectronics】
【For customers】
|
- EOI GROUP
- ABOUT EOI
- PRODUCTS
- INVESTOR
- CAREERS
- CONTACT
- PRESS CENTER
- ESG
- ENGLISH